Металлообработка, токарные работы, фрезерные работы, сверление металла, шлифовка металла, нарезание резьбы в металлических изделиях, металлические детали, валы, втулки, корпуса.
Токарно-фрезерные детали из нержавеющей стали могут быть изготовлены на заказ в соответствии с вашими требованиями и чертежами. Мы можем обрабатывать различные виды нержавеющей стали, включая аустенитные, ферритные, мартенситные и дуплексные…
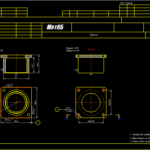
Предприятию пищевой промышленности поставлены цилиндры поршневой насосной камеры. Наши конструктора обмерили и выпустили конструкторскую документацию. Цилиндры изготовлены из нержавеющей стали и заменили старые изношенные детали на линии. Компания регулярно изготавливает…
Наша компания продолжает комплексный проект "Дача". В рамках проекта создаются не только изделия, но и оборудование для их производства. Мы начали проектирование станка для гибки проволоки. Данное оборудование позволит создавать…
Наш инженер-конструктор продолжает разработку манипулятора, на данной стадии разработки он занимается конструированием поворотной части основания. В дальнейшем планируется сборка прототипа, подгонка частей, проверка сопряжения элементов. После этого планируется провести цикл…
Команда Мет КБ приступила к созданию нового проекта в сфере машиностроения и автоматизации. На данный момент наш сотрудник производит расчёты и чертит детали нового станка, проект находится в стадии разработки,…
Из последних новостей: совсем недавно при помощи токарных и фрезерных работ, наша компания изготовила на заказ вал специфичной формы. Металлообработка на заказ является приоритетным видом деятельности нашей компании, для данных…
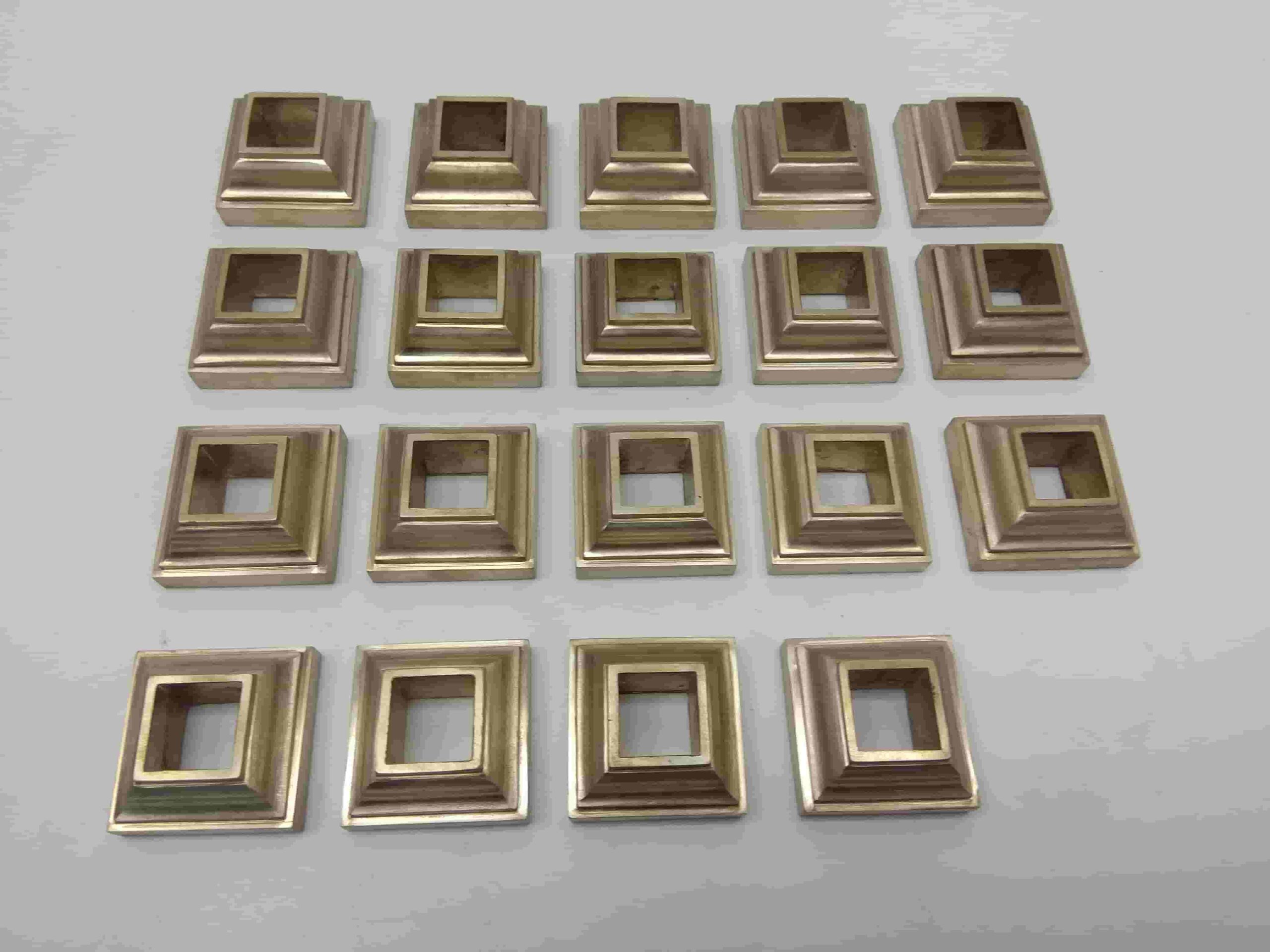
Наша компания разрабатывает не только оборудование, но и технологические цепочки производства различных видов изделий. Один из наших новых заказчиков обратился к нам с предложением изготовить латунные детали методом литья. Детали…
Стремясь расширить круг предлагаемых услуг мы открыли литейку. Используя оборудование ювелирного цеха и технологии ювелирного литья мы начали изготавливать новые детали. Максимальные размеры деталей 140*140*260 мм (ограничены размером опоки печи…
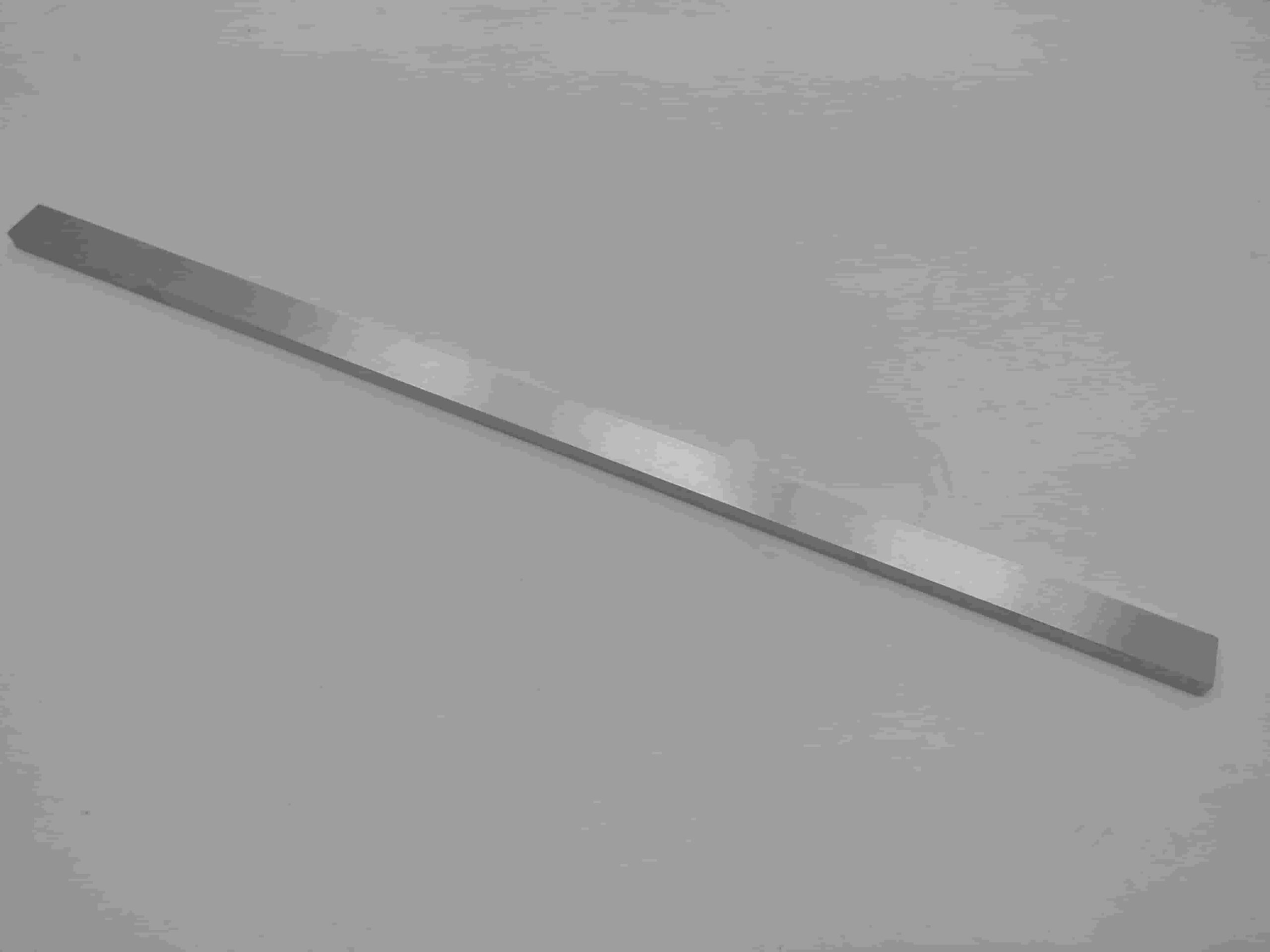
В пищевой промышленности применяются алюминиевые проставки между ножами. К данным деталям предъявляются высокие требования по точности геометрии и размеров, поэтому конечной операцией при их изготовлении является плоское шлифование. Шлифовка алюминия…