
Наша команда закончила работы по станку ЧПУ для фрезеровки внутри труб. Данное изделие потребовалось для создания дефектов внутри труб. Калибровочные трубы необходимы для настройки оборудования нефтегазовой отрасли. Конструкторам удалось вместить станок во внутренний диаметр 139 мм. При помощи переходных фланцев …

Токарно-фрезерные детали из нержавеющей стали могут быть изготовлены на заказ в соответствии с вашими требованиями и чертежами. Мы можем обрабатывать различные виды нержавеющей стали, включая аустенитные, ферритные, мартенситные и дуплексные стали. Наши опытные специалисты помогут вам выбрать оптимальный материал для …

Шкафы управления конвейером являются ключевыми элементами в управлении автоматизированными производственными процессами. Они обеспечивают контроль и управление различными компонентами конвейерной системы, такими как двигатели, насосы, клапаны, вентиляторы и другое оборудование. Основные функции шкафов управления конвейерными линиями включают: Контроль скорости конвейера: Шкаф …
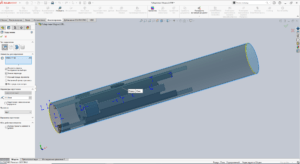
Конструирование станка для внутренней фрезеровки труб включает в себя несколько этапов: – Определение требований к станку: необходимо определить, какие операции будут выполняться на станке, какие материалы будут обрабатываться, требуемую точность обработки и другие параметры. – Выбор компонентов станка: на основе …

Электрические контакты являются критически важным компонентом в нефтегазовой промышленности, поскольку они используются в различных системах и оборудовании, таких как насосы, двигатели, клапаны, контрольно-измерительные приборы и системы автоматизации. В нефтегазовой отрасли электрические контакты должны быть изготовлены из материалов, которые могут выдерживать …

3D печать является одним из самых популярных методов быстрого прототипирования. Этот процесс позволяет создавать физические модели или прототипы деталей с помощью трехмерного компьютерного моделирования и последующего преобразования в двухмерные слои материала. В нашей практике мы широко используем 3D печать для …

Детали из нержавеющей стали, изготовленные с помощью станков с ЧПУ, широко используются в нефтегазовой отрасли. Они обладают высокой прочностью, устойчивостью к коррозии и долговечностью, что делает их идеальным выбором для применения в суровых условиях добычи и переработки нефти и газа. …

Литье пластмасс в вертикальной литьевой машине – это один из самых распространенных методов производства пластмассовых деталей. Этот процесс позволяет создавать изделия различной формы и размеров, используя различные виды пластмасс. В основе технологии лежит процесс плавления гранул пластика и их впрыскивание …
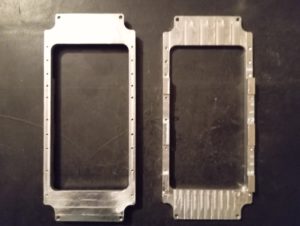
Нашим постоянным заказчикам переданы детали из алюминия. Основание из АМг6 выполнено на обрабатывающем центре ЧПУ с точностью 0,01 мм. Заготовку вырезали из плиты 25 мм на гидроабразивном оборудовании. Крепежные отверстия для РЭА диаметром от 1,6 до 2,5 мм.

Производство запчастей для пищевого оборудования — одно из направлений нашей работы. На снимке партия полипропиленовых клапанов для насосного оборудования. Данные детали изготовлены на 3-х осевом ЧПУ фрезере. Материал выбран из условия совместимости с пищевыми продуктами, так как не выделяет вредных …