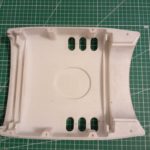
Для нашего нового проекта мы изготовили первые серийные пластиковые корпуса методом 3D печати на фотополимерном принтере. Использование нового оборудования позволяет значительно сократить стоимость производства новых изделий. Создание прототипов, экспериментальных образцов,…
Нержавеющая сталь и детали из нее широко применяются в нефтяной, химической и пищевой промышленности. Это связано с высокими характеристиками нержавеющих сталей - прочность, пластичность, коррозионная стойкость, немагнитность. Детали из нержавеющей…
Продолжить чтениеДетали из нержавеющей стали для нефтяной промышленности.
Звездочка 18 зубьев поворотной станции цепного конвейера
Полиамидные звездочки для цепного конвейера линии переработки птицы- стандартная позиция изготавливаемая нашей компанией. Отработанная технология производства позволяет получить изделия высокого качества не уступающие импортным образцам. По заявлению наших заказчиков с…
Наша компания занимается изготовлением деталей для пищевых производств. Основными материалами применяемыми в пищевой промышленности являются полиамид, нержавеющая сталь, полипропилен. Это связано с высокой инертностью данных материалов, коррозионной стойкостью и прочностью.…
Одним из самых распространенных пластиков в машиностроении является капролон (нейлон). Из него изготавливается множество изделий для пищевой, автомобильной, нефтегазовой, химической и т.д. промышленности. Обладая высокими механическими характеристиками, инертность (не вступает…
Одним из распространенных видов обработки металла является эрозионная резка. Мы обрабатываем наши детали на станках ЧПУ серии DK7735. Данное оборудование имея пять степеней свободы позволяет обрабатывать детали сложных конфигураций. Несмотря…
Продолжить чтениеОбработка нержавеющей стали на станке эрозионной резки.
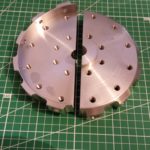
Для робота инспектора нефтяных и газовых трубопроводов наша компания выполнила детали из нержавеющей стали AISI 316L и AISI 321 (12Х18Н10Т). Контур детали вырезан на эрозионном станке и доработан на токарном…
В целях оптимизации производственных процессов, удешевлении продукции и ускорении производства мы развиваем сотрудничество с нашими китайскими партнерами. Закупки электронных комплектующих и электронных компонентов для наших проектов - обычная практика. Сейчас…
В связи с текущей ситуацией проблема запчастей для нефтегазового оборудования стоит очень остро. Поступила заявка на разработку (обратный инжиниринг) и производство электрических контактов из бериллиевой бронзы. Точность данных изделий составляет…
Одним из самых сложных материалов для обработки являются стали Inconel (инконель), сплав на основе никеля и хрома. Высокое содержание никеля 30-60% и хрома 15-30% позволяет деталям, изготовленным из данных сплавов,…